Nowy proces D-Arc firmy OTC umożliwia jednowarstwowe spawanie grubych materiałów przy zachowaniu wysokiej wydajności.
D- Arc jest to kompletny zautomatyzowany proces spawania firmy OTC DAIHEN EUROPE GmbH dedykowany do spawania grubych blach. Podczas procesu nacisk kładziony jest na obróbkę blach o grubości do 19 mm (3/4 cala), które zazwyczaj przechodzą złożone przygotowanie spoiny przed procesem spawania. Aby uzyskać odpowiedni rowek spawalniczy o kształcie V, dany przedmiot musi zostać wyfrezowany lub doostrzony przed zautomatyzowanym procesem spawania, którego przygotowanie zajmuje trochę czasu

Rysunek. Skoordynowane kompleksowe rozwiązanie OTC dla procesu D-Arc, składające się ze spawarki Welbee DPS, robota FD-V20, palnika typu DTWH 6500 S, DF-PL i DF-PS systemów podawania drutu oraz jednostki sterującej robota FD-11 .
Proces spawania łukiem D-Arc firmy OTC zapewnia widoczną poprawę wyniku, ponieważ prace związane z przygotowaniem spoiny można ograniczyć do minimum. Według producenta wystarczy jedynie jednostronnie sfazować obrabiane elementy.
 Rysunek. Nowy proces D-Arc firmy OTC umożliwia jednowarstwowe spawanie grubych blach z wysoką wydajnością. D-Arc wykorzystuje kombinację łuku zanurzonego i oscylacyjnego, aby wytworzyć wysoki dopływ materiału z kontrolowanym dopływem ciepła, bez konieczności przygotowania dużego szwu.
Rysunek. Nowy proces D-Arc firmy OTC umożliwia jednowarstwowe spawanie grubych blach z wysoką wydajnością. D-Arc wykorzystuje kombinację łuku zanurzonego i oscylacyjnego, aby wytworzyć wysoki dopływ materiału z kontrolowanym dopływem ciepła, bez konieczności przygotowania dużego szwu.
Decydująca różnica w porównaniu z konwencjonalnymi procesami spawania polega na tym, że proces D-Arc wymaga jednego zautomatyzowanego przejścia spawalniczego do wypełnienia rowka. Oprócz ogromnej oszczędności czasu, operator oszczędza tutaj znaczną ilość materiału, ponieważ nie trzeba wypełniać wyraźnego rowka V. Ponadto cały czas procesu jest znacznie krótszy.
Proces D-Arc jest tak skuteczny ze względu na liczne warunki wstępne spawania grubych blach: podczas gdy klasyczny łuk płonie nad elementem w celu stopienia materiału, łuk w procesie D-Arc jest spalany bezpośrednio w stopionym materiale. Jest to możliwe dzięki szybkiej zmianie łuku obrotowego i impulsowego z częstotliwością około 100 Hz.
Dzięki własnemu nowemu źródłu prądu, Welbee DPS, firma OTC spełniła wymagania istotne dla procesu spawania blach grubych. Obejmuje to również odpowiednie palniki OTC, które mogą wytrzymać wymagany prąd co najmniej 600 amperów. Odpowiedni palnik OTC wytrzymuje nawet do 1000 amperów.
Ponieważ podczas spawania grubych blach nadal potrzebne są duże ilości drutu, wymagane są prędkości podawania drutu do 100 m/min, aby idealnie wykonać zadanie spawalnicze w jednym cyklu roboczym. Z jakościowego punktu widzenia wynik spawania za pomocą D-Arc jest porównywalny do spawania subproszkowego.
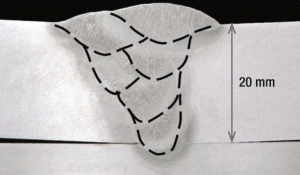
 Rysunek. Wzór spawania D-Arc
Rysunek. Wzór spawania D-Arc
OTC twierdzi, że D-Arc jest pierwszym na świecie systemem spawalniczym, który zapewnia stabilną, wysokoprądową kontrolę wymaganą do spawania łukiem podziemnym i jest w stanie wykonać spoinę o grubości do 19 mm w jednym przejściu.
Proces głębokiej penetracji oznacza, że ciepło spawania dociera do wnętrza podłoża, gdzie łuk elektryczny lokalnie topi metal podstawowy, a także spoiwo drutu zatopione w spoinie.
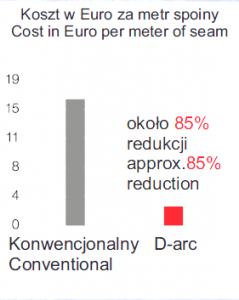
Możliwość spawania grubych blach w jednym przejściu powinna zapewnić wyższą wydajność i redukcję związanych z tym kosztów w porównaniu z konwencjonalnym spawaniem wielowarstwowym
Zalety procesu D-Arc:
- zmniejszony czas i koszty przygotowania spoiny, dzięki jednostronnemu fazowaniu,
- duże skrócenie czasu procesu dzięki spawaniu jednościegowemu,
- ogromne oszczędności w zużyciu gazu
- mniejsze zużycie drutu
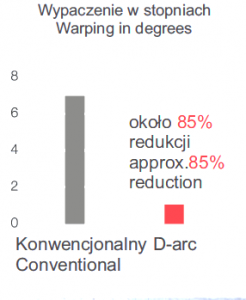
- mniej poprawek, dzięki niskim wypaczeniom.
Obrotowy, oscylacyjny łuk generuje maksymalnie wysoki wkład materiału przy kontrolowanej ilości ciepła i zmniejszonym czasie przygotowania spoiny
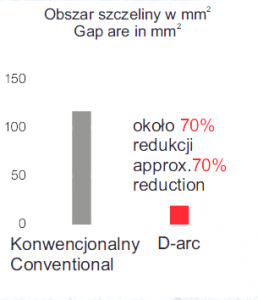
- 70% mniejszy nakład podczas przygotowania spoiny i zużycia drutu
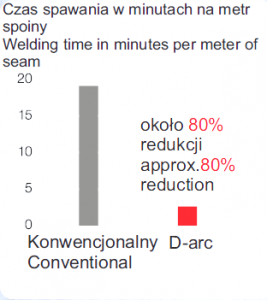
- 80% oszczędności czasu i gazu
- 85% skrócony czas spawania
|
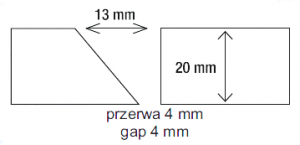
Konwencjonalne spawanie wielościegowe
|
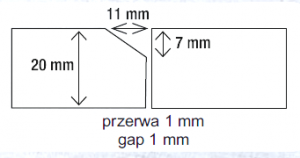
Spawanie D- Arc
|
 |
 |
||||
| Ilość ściegów: 6 Obszar szczeliny: 123,5 mm2 Odkształcenie: 7o |
Ilość ściegów: 1 Obszar szczeliny: 38,5 mm2 Odkształcenie: 1o Pozwala na optymalne formowanie grani bez spawania wielościegowego |
||||
|
|