SynchroFeed – technologia spawania MIG/MAG z minimalnym rozpryskiem
Proces SynchroFeed to nowoczesne rozwiązanie dla spajania materiałów cienkich i średnich przy wysokiej wydajności, a jednocześnie niskim wkładzie cieplnym i minimalnym rozprysku.
Czym jest SynchroFeed?
Wyjściowo – SynchroFeed to znacząca poprawa w stosunku do standardowych procesów MIG/MAG. Technologia została opracowana, aby:
- spawać materiały o średniej i małej grubości bez nadmiernej deformacji,
- kompensować tolerancje szczelinowe,
- znacząco ograniczać rozprysk spawalniczy,
- zachować wysoką szybkość i efektywność kosztową.
Zasada działania: przewodnik drutu oraz jego synchronizacja są kluczowe — drut jest cofany z bardzo wysoką częstotliwością (~100 Hz), co pozwala na to, że kropla trafia bezpośrednio do jeziorka spawalniczego. W efekcie nie powstaje przyklejona nad jeziorkiem masa, która mogłaby spowodować rozprysk.
Proces ten wymaga specjalnej konstrukcji systemu — klasyczne systemy typu „push-pull” nie zapewniają takiego poziomu synchronizacji i dynamiki.
Nowa technologia firmy OTC Daihen- SynchroFeed, odegrała szczególną, pionierską rolę w zautomatyzowanym spawaniu MIG/MAG. Dzięki nowej procedurze firma wychodzi naprzeciw rosnącym wymaganiom przemysłu, aby spawać średnie, a w szczególności cienkie blachy bez deformacji, z uwzględnieniem tolerancji szczeliny, a przede wszystkim drastycznie zmniejszać odpryski spawalnicze. Cały proces ma teraz przebiegać również z odpowiednio dużą szybkością oraz w szczególnie ekonomiczny sposób.
Jak sama nazwa wskazuje, w SynchroFeed bardzo istotne są zasady synchronizacji, które koncentrują się na precyzji prowadzenia drutu. Aby dokładniej przyjrzeć się tej zasadzie, konieczne jest spojrzenie z boku na klasyczny proces: podczas automatycznego spawania impulsowego rozpuszczanie kropel następuje zwykle nad szwem spawalniczym. Kropla jest dosłownie ściskana, zwężana, a następnie odrywana. Z odpowiedniej odległości przechodzi do metalu. Odległość i siła uderzenia nieuchronnie doprowadzą do powstania odprysków spawalniczych.
SynchroFeed zasadniczo działa na tej samej zasadzie tworzenia i zwężania kropli. Jednak drut jest kontrolowany w taki sposób, że kropla jest zanurzana bezpośrednio w metalu. Tak więc separacja nie zachodzi nad stopionym materiałem, ale tylko w nim. Podawanie drutu odgrywa decydującą rolę. Wyciąganie drutu z metalu następuje tak szybko, że nie dochodzi do wystąpienia zjawiska adhezji.
Zasada oderwania kropli wewnątrz metalu, a nie nad nim, jest unikalną cechą, którą można zrealizować tylko za pomocą systemu OTC SynchroFeed. Idealna synchronizacja procesu pozwala na osiągnięcie pożądanego rezultatu- właśnie to charakteryzuje technologię SynchroFeed!

Minimalne tworzenie się odprysków
W porównaniu do spoin o różnych rodzajach łuków, SynchroFeed okazuje się być procesem najbardziej bezodpryskowym
 |
 |
 |
|
Krótki łuk |
Regulowany zmodyfikowany krótki łuk |
Evolution |
Synchronizacja prądu spawania i podawania drutu
Bez precyzji podawania drutu spawanie bez odprysków nie byłoby możliwe. Przepływ prądu ma decydujące znaczenie dla dokładnego stopienia kropli. Dopiero dokładnie w czasie szczytu prądu drut zanurza się w zamierzonym miejscu stopienia. Jeśli wszystko dzieje się za wcześnie lub za późno, plan się nie udaje. Decydujące znaczenie ma spawarka Welbee P502L, która wytwarza ten specjalnie dostrojony przebieg prądu do spawania wysokiej jakości. Odpowiada również za 100% synchronizację z ruchem drutu. OTC określane jest tutaj jako Peak Dip Transfer – kontrolowane przejście spadku w fazie zwarcia.
W procesie OTC Peak-Dip-Transfer (PDT) realizowane jest kontrolowane przejście kropel w fazę zwarcia. Proces PDT jest precyzyjnie kontrolowany krótkim łukiem, który jest możliwy tylko przy użyciu szybkiego procesora Welbee. Wysoka precyzja synchronizacji prądu spawania i systemu podawania drutu. System podawania drutu z serwonapędem jest skoordynowany z cyklicznie cofającym się, kontrolowanym ruchem drutu przez inteligentny bufor drutu i jest w pełni zintegrowany z procesem PDT.
Kluczowe zalety SynchroFeed
- Wysoka osadzalność materiału przy niskim wkładzie cieplnym — zmniejszenie odkształceń.
- Stała i przewidywalna penetracja w odniesieniu do prędkości spawania.
- Zaufane połączenie spoiny z materiałem bazowym — bez porów i wad typu nadtopienie lub niedostateczne przetapianie.
- Zredukowane koszty po-spawania — mniej sprzątania, mniej wykończeń, mniejszy czas przestoju.
Co wyróżnia wersję „Evolution”?
Najnowsza generacja tego rozwiązania (SynchroFeed Evolution) została zaprezentowana w 2023 roku i wprowadza istotne usprawnienia:
- możliwość jednoczesnego spawania wieloma robotami jednego detalu
- nowa konstrukcja palnika z funkcją czyszczenia i łatwiejszą instalacją
- rozszerzony zakres źródeł prądu – zarówno DC jak i AC/DC, umożliwiający szersze zastosowania (np. aluminium, stal nierdzewna) ;
- skalowalna konstrukcja: wersje „Lite” (optymalizacja kosztowa) oraz „Pro” (pełna swoboda wyboru materiałów).
Typowe zastosowania
- Technologię SynchroFeed stosuje się tam, gdzie wymagana jest wysoka jakość spoin, niski rozprysk i minimalne odkształcenia, np.:
- przemysł motoryzacyjny (elementy karoserii, podwozia),
- konstrukcje lekkie ze stali lub aluminium,
- montaże seryjne zautomatyzowane — np. roboty spawalnicze, gdzie liczy się powtarzalność i czystość procesu spawania.
Dlaczego warto wybrać SynchroFeed u nas?
Jeśli zamierzasz wdrożyć zaawansowany proces spawania, nasza oferta daje:
- dostęp do sprawdzonej technologii odpowiadającej najnowszym wymaganiom rynku;
- możliwość integracji z systemami robotycznymi i automatyzacji;
- wsparcie techniczne i dobór konfiguracji (Lite / Pro) odpowiedniej do Twoich materiałów i budżetu;
- realną redukcję kosztów eksploatacji (mniej sprzątania, mniej przestojów, mniej odpadów).
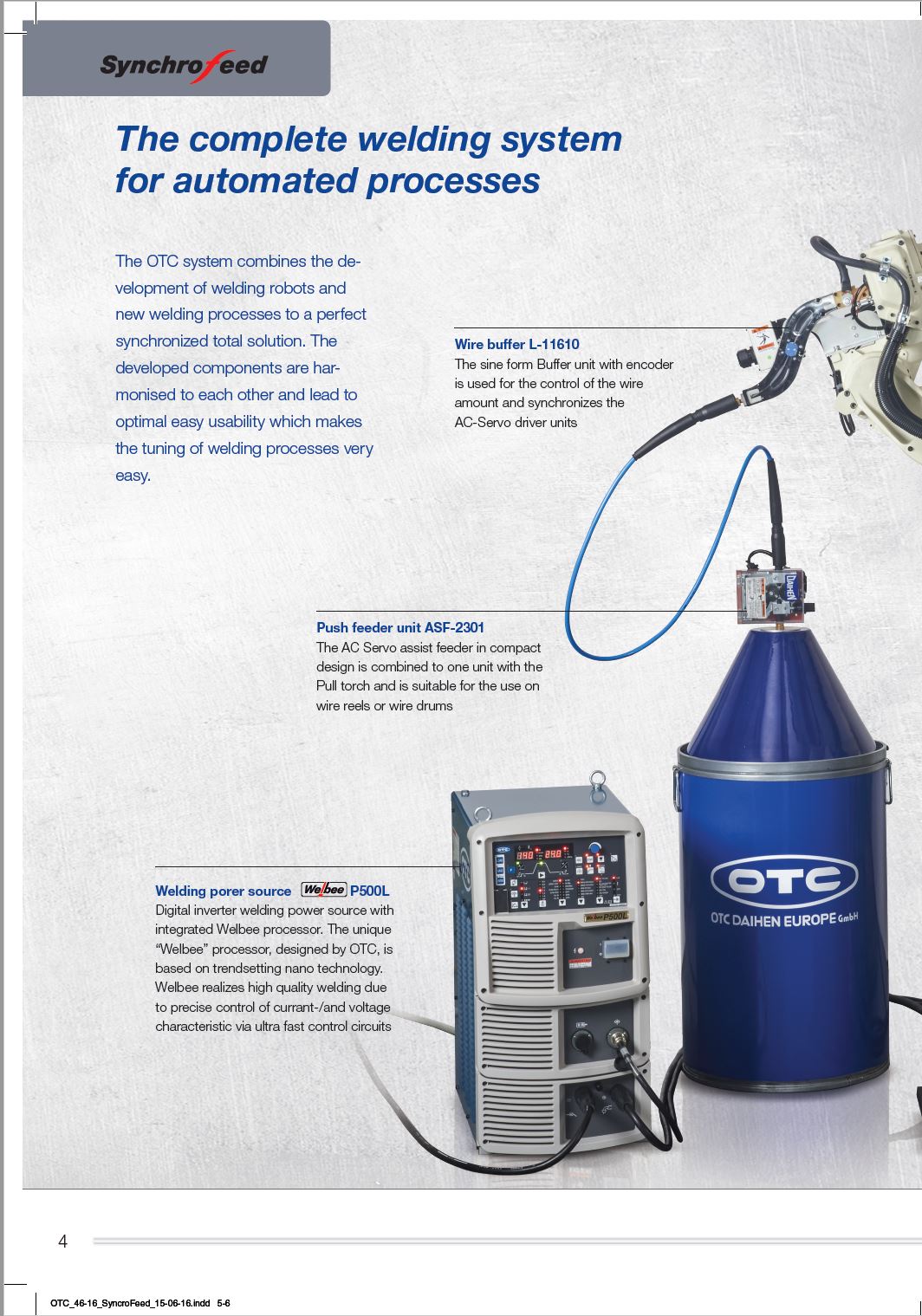
Korzystanie z SynchroFeed wymaga kompletnego systemu robota spawalniczego, składającego się z robotów OTC serii FD, spawalniczego źródła prądu OTC Welbee, podajnika, bufora drutu, wysokowydajnego palnika i sterowania robota. Wszystkie komponenty później komunikują się ze sobą z wymaganą prędkością.
Od najcieńszych arkuszy po najgrubsze materiały
Jeśli chodzi o materiały, praktycznie nie ma żadnych ograniczeń: SynchroFeed umożliwia obróbkę stali, stali nierdzewnej i aluminium.
W przypadku stali galwanizowanych (ocynkowanych) efekt zmniejszonego dopływu ciepła dzięki SynchroFeed można bezpośrednio rozpoznać po mniejszym wypaleniu cynku. Strefa spalania jest znacznie mniejsza. Nawet spawanie z CO2 prowadzi do zaskakująco pozytywnych rezultatów.
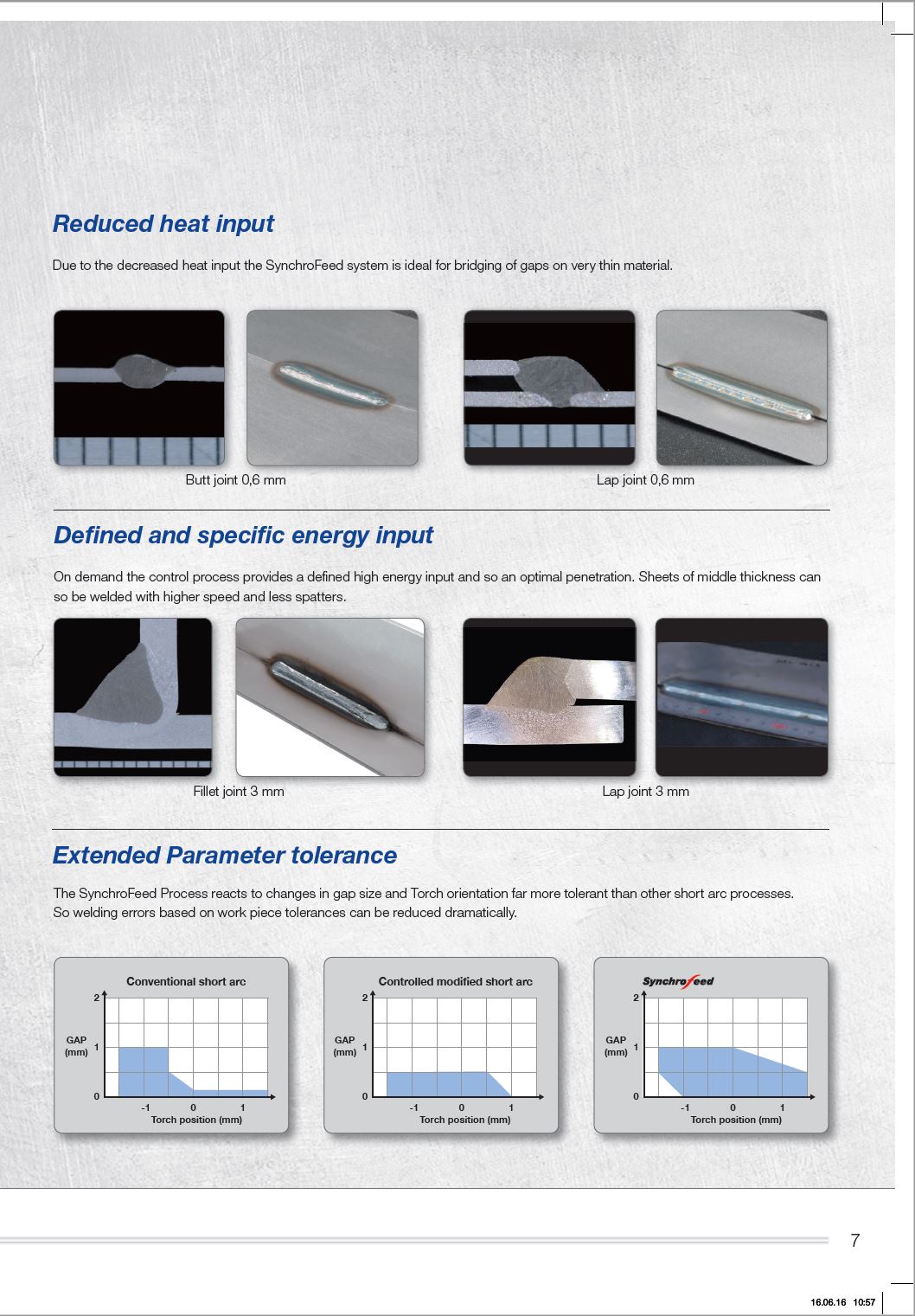
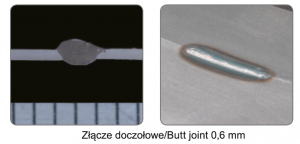
Zredukowana ilość ciepła
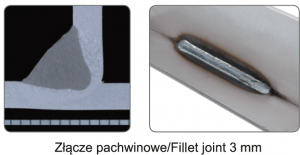
Ze względu na mniejszy wkład ciepła system SynchroFeed idealnie nadaje się do wypełniania szczelin dla bardzo cienkich materiałów
 |
 |
Określony i specyficzny wkład energii
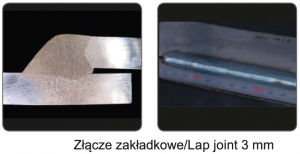
Na żądanie proces kontrolny dostarcza zdefiniowaną wysokość poboru, a więc odpowiednią penetrację. Blachy o średniej grubości można spawać z większą prędkością oraz mniejszą ilością odprysków.
 |
 |